Negative Emissions Technologies (NETS): Feasibility Study - Technical Appendices
Technical annex for study that estimates the maximum Negative Emissions Technologies (NETs) potential achievable in Scotland, 2030 - 2050.
Appendix 10. BECCS for steel making
TRL
Due to the differences in industrial processes, as described above, the TRL of applying CCS varies between industrial sectors.
| Industry | Technology type | TRL |
|---|---|---|
| Steel | Blast furnace with CO2 capture | TRL 5[90] |
| Torrefied biomass in steel furnace with CO2 capture | TRL 7[90] |
Costs
| Industry | Technology type | NETs plant capacity, MWe | Capital cost, £/kW | Operating cost (fixed), £/kW | CO2 avoided, £/tCO2 |
|---|---|---|---|---|---|
| Steel | Amine post-combustion capture[253] | 0.71* | 167.64** | 9.50*** | 52.82-86.83[255] |
| Cost of constructing a new UK steel mill[254] | 6.13* | 592.77** (cost of steel mill) 124.08** (cost of installing CCS) | 241.02 (cost of steel mill)*** 33.84 (cost of CCS)*** | 67.31 |
*Units of CO2 captured in MtCO2/year
**Units of £/tCO2/year**
***Units of $/tCO2
The CCS Institute conducted a thorough cost analysis on the existing the Abu Dhabi CCS Project, which is a blast furnace facility that produces 40 tsteel/hr and captures 0.71 CO2/year of point source emissions. The total CAPEX is $173M ($243.7/tCO2/year) and the total O&M is $9.8M/year ($13.8/tCO2)[253]. In terms of the cost to construct an entirely new Steel Mill that can install a CO2 capture unit, this amounts to $4382M whilst producing 4Mtsteel/year ($1095.5/tsteel/year). The CAPEX of refitting a CO2 capture plant adds an additional $917M to capture 6.13 MtCO2/year ($149.6/tCO2/year)[254]. These costs have been converted into pounds sterling and been included in the table above.
Inputs / outputs
The first step of steel production involves production of liquid iron. The main raw materials required to produce liquid iron include iron ore, limestone, and coke (a type of coal), which is used to obtain the levels of carbon required in the final steel product. The raw materials are combined in blast furnaces to produce liquid iron.
The liquid iron is then converted to steel, which can occur through different production processes. A predominantly used method is through the Basic Oxygen Steelmaking (BOS) process, where high purity oxygen is blown onto the liquid iron, as well as additional of lime. An additional method is the use of an Electric Arc Furnace (EAF), where the required temperatures are achieved through the use of electricity.
The production of steel also requires fuel inputs to provide heat to the coke oven and blast furnaces, which can be provided through natural gas, oil, or coal. To classify as a BECCS plant, fuel inputs will need to be provided through biomass sources.
Outputs of the process include steel, which can be adjusted to result in different properties, as well as the CO2 that is captured from the CO2 capture process.
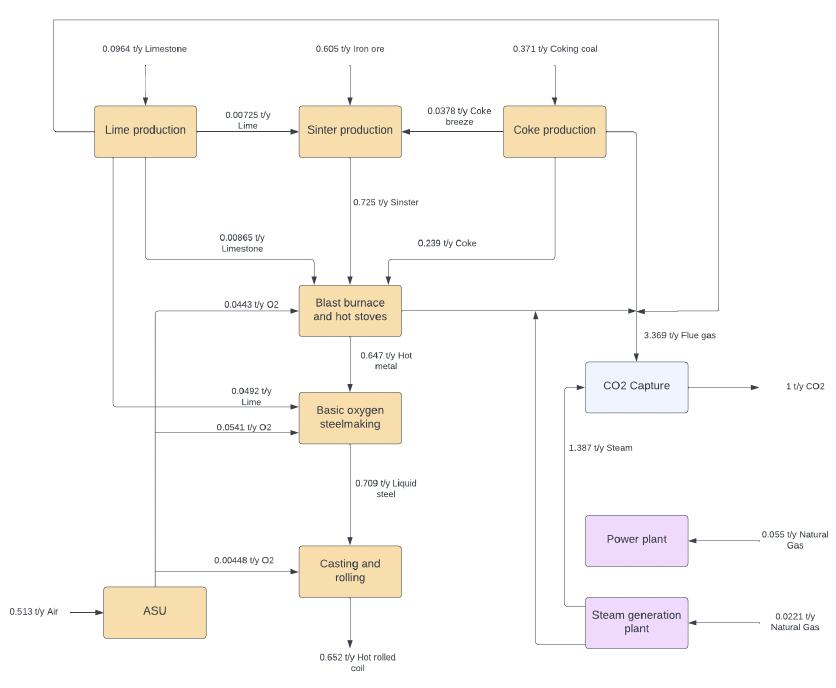
Schematics
Data on biomass fuelled steel-CCS was limited, and hence data from fossil powered steel-CCS has been used as a compromise.
Mass and energy balances were taken from a IEAGHG report[254], who modelled the existing Tata Steel plant in South Wales which operates as a traditional Blast Furnace Basic Oxygen Steam (BF-BOS) facility. The data was taken from a ‘high CCS’ scenario, where CO2 is captured from the flue gases exiting the blast furnace hot stoves, the steam generation plant, the coke oven batteries, and the lime kilns using post combustion capture via MEA solvent (90% efficiency). The resulting CO2 avoidance was calculated to be ~60%, and the site energy demands are 1 MWh/tCO2 for natural gas and 405 kWh/tCO2 for electricity.
Potential Carbon impact
The heat required for steel production is predominantly provided through blast furnaces utilising the BOS process, which rely on the properties of coal as a control mechanism. This method of steel production accounts for over 70% of steel produced globally[113]. There is the potential for fuel switching to biomass, however it is estimated that this is likely limited to around 30% of current coal use[113]. In more recent years, coal blast furnaces are being switched out for EAFs as a means of reducing emissions from the steel making process. This therefore demonstrates the limited potential of achieving negative emissions through the most common steel production routes. However, alternative steel making methods, including direct reduction of iron ore (DRI), and smelt reduction steel making routes, provide greater flexibility in the fuel used when compared to blast furnace steel production, hence creating the potential to achieve negative emissions. For example, DRI makes use of natural gas to reduce iron. Switching natural gas for a biogenic gas source, such as biogas, when combined with CCS, could allow for the potential to achieve negative emissions.
Traditional steel making via BF-BOS has a high carbon intensity of 2-3 tCO2/t,steel. This can be abated through the integration of biomass to help reduce point source emissions by 50-60%, which in turn lowers the emission intensity to 1.04-0.828tCO2/t,steel. The utilisation of charcoal can help further reduce point source emissions by up to 80%, which is already being practiced in Brazil through mini blast furnaces[255].
GWP Emissions
On a life cycle basis, emissions associated with traditional steel making (i.e., not utilising biomass or CCS) range from 1.3-2.4 tCO2/t,steel; whilst utilising biomass with CCS can achieve NETs negative emissions of 0.1 to -0.5 tCO2/t and capture 1.2-2.1 tCO2/t of point source emissions. Also, the use of CCS and bioenergy separately still reduce emissions considerably, leading to low NETs emissions of 0.8-1.7 tCO2/t,steel[256]. The results demonstrate the potential of BECCS in helping decarbonise the steel industry and potentially act as a NETs carbon sink (please see Table 60 below for a breakdown in lifecycle emissions for various steel manufacturing methods).
| Scenario* | BF-BOF | BF-BOF and TGR | Hlsarna-BOF | MIDREX DRI-EAF | ULCORED GRI-EAF | |
|---|---|---|---|---|---|---|
| High CCS (no bioenergy) | CO2 produced (tCO2/t,steel) | 3.0 | 2.3 | 2.5 | 1.7 | 1.3 |
| CO2 removed from atmosphere (tCO2/tsteel) | 0 | 0 | 0 | 0 | 0 | |
| CO2 captured and stored (tCO2/tsteel) | 1.8 | 1.4 | 1.5 | 0.7 | 0.6 | |
| NETs CO2 produced (tCO2/tsteel) | 1.2 | 0.8 | 1.0 | 1.0 | 0.7 | |
| High bioenergy (no CCS) | CO2 produced (tCO2/t,steel) | 2.7 | 2.2 | 2.6 | 2.5 | 2.0 |
| CO2 removed from atmosphere (tCO2/tsteel) | -1 | -0.9 | -1.3 | -1.6 | -1.2 | |
| CO2 captured and stored (tCO2/tsteel) | 0 | 0 | 0 | 0 | 0 | |
| NETs CO2 produced (tCO2/tsteel) | 1.7 | 1.3 | 1.3 | 0.9 | 0.8 | |
| High bioenergy (with CCS) | CO2 produced (tCO2/t,steel) | 3.7 | 2.7 | 3.1 | 3.0 | 2.1 |
| CO2 removed from atmosphere (tCO2/tsteel) | -1.6 | -1.1 | -1.5 | -1.9 | -1.2 | |
| CO2 captured and stored (tCO2/tsteel) | 2.1 | 1.7 | 1.9 | 1.6 | 1.2 | |
| NETs CO2 produced (tCO2/tsteel) | 0.1 | -0.1 | -0.3 | -0.5 | -0.3 | |
*Please note that the optimistic scenario options were considered only
Note: we can justify assuming post combustion MEA as the reference plant for our pathway modelling since this is the most common method of steel manufacturing, has the most abundant CCS data available in the literature, and is most cost effective since it does not require significant CCS retrofit to existing plants.
Potential locations in Scotland (map)
The majority of steel works within Scotland are metal product manufacturers, with the last crude steel plant (Ravenscraig) being closed down in 1992. What remains is two heavy fabrication facilities, Clydebridge and Dalzwell, which were purchased by Liberty House Group in 2016[257]. Clydebridge acts as a plate heat treatment works, whilst Dalzwell (the sister plant to Clydebridge) acts as a heavy plate mill plant. It must be noted that Dalzwell uses an existing biomass plant to produce 17 MW of electricity that is used onsite; however, the likelihood of this site being retrofitting with CCS is low, due to the uncertain future of the Scottish steel industry.
Technology specific limitations & barriers
2.9.4.1 Technical
Several technical barriers from application of CO2 capture in the power sector are also applicable to the industrial sector. A key example is the low concentrations of CO2 which are likely to be present in the flue gas stream, as well as the high energy required for solvent regeneration in post-combustion capture plants. Additionally, the emissions at industrial plants are more likely to be dispersed and hence additional challenges arise from the need to capture emissions from multiple point sources located around the entire plant.
There are also additional technical barriers that relate to the specific industrial application in the production of cement, steel and pulp and paper. Currently, many cement production plants around the world are utilising a mixture of fossil fuels and low-carbon fuels, as there are currently some concerns associated with only burning alternative fuels in the kiln, due to variations in combustion temperatures. There are therefore current technical barriers to the potential for utilising biomass in the cement production process, where co-firing of biomass with fossil-based fuels occurs at up to 35-40% biomass. This leads to technical limitations with the amount of biogenic CO2 that can be captured to result in negative emissions.
2.9.4.2 Economic
As with CO2 capture applied to the power sector, the addition of CO2 capture to industrial processes results in a large increase in the energy demand and hence high associated costs. In sectors where the current fuel use is predominantly fossil fuel based, the costs of achieving negative emissions are also likely to be higher than in sectors which already make use of a large share of biomass, such as in the production of pulp and paper.
Contact
Email: NETs@gov.scot